 微信扫码关注我们
微信扫码关注我们


多源重金属危废协同资源化关键技术
信息来源:“一带一路”生态产业合作工作委员会
单位简介
湖南锐异资环科技有限公司2017年8月成立,主要从事危险废物安全处置与资源化清洁高效利用,国家高新技术企业、湖南省专精特新中小企业,累计合同额超过14亿元,服务客户包括天能控股、理士国际等。
创始人刘维是中南大学教授、博导、国家科技创业领军人才,核心团队入选湖南省企业科技创新创业团队,拥有冶金、环境、建筑工程设计乙级和施工总承包冶金工程贰级资质,湖南省工程研究中心、工程技术研究中心、省级企业技术中心等平台;参与国家重点研发计划1项、中央引导地方科技发展专项1项,承担湖南省科技计划2项,授权中国专利55件,制订国家标准1项、地方标准1项、团体标准4项。
技术原理
将铜烟灰、锌浸出渣、铅泥、砷渣等重金属危废与黄铁矿混合搭配,采用富氧侧吹炉协同熔炼,先在氧化炉内脱硫并熔融,然后在还原炉内深度还原得到粗铅合金,最后在烟化炉内回收易挥发的锌铟等。(1)通过渣型和熔炼气氛的精细调控,强化重金属危废中各金属元素在不同物质流间的定向分配,Bi、Cu、Sn、Sb、Zn、Au、Ag与Pb形成粗铅合金;Zn、In从烟化炉挥发富集得到含铟次氧化锌;粗铅合金、次氧化锌等再进一步精炼回收Pb、Bi、Cu、Sn、Sb、Zn、Au、Ag、In,实现多金属深度提取。
(2)As定向挥发进入还原炉烟气,再从烟气中冷凝得到高砷烟尘,实现协同熔炼系统中砷的开路;采用污酸与高砷烟尘协同浸出,利用多金属硫化物溶度积差异,以硫化砷作为除杂剂去除Zn、Cd,以硫化砷/二氧化硫为还原剂通过控电位制备As2O3,实现砷与污酸的资源化利用。
适用范围
有色金属生产和消费过程中产生的含铅、锌、铜、砷等重金属危险废物的无害化处置与综合回收。工艺流程及说明
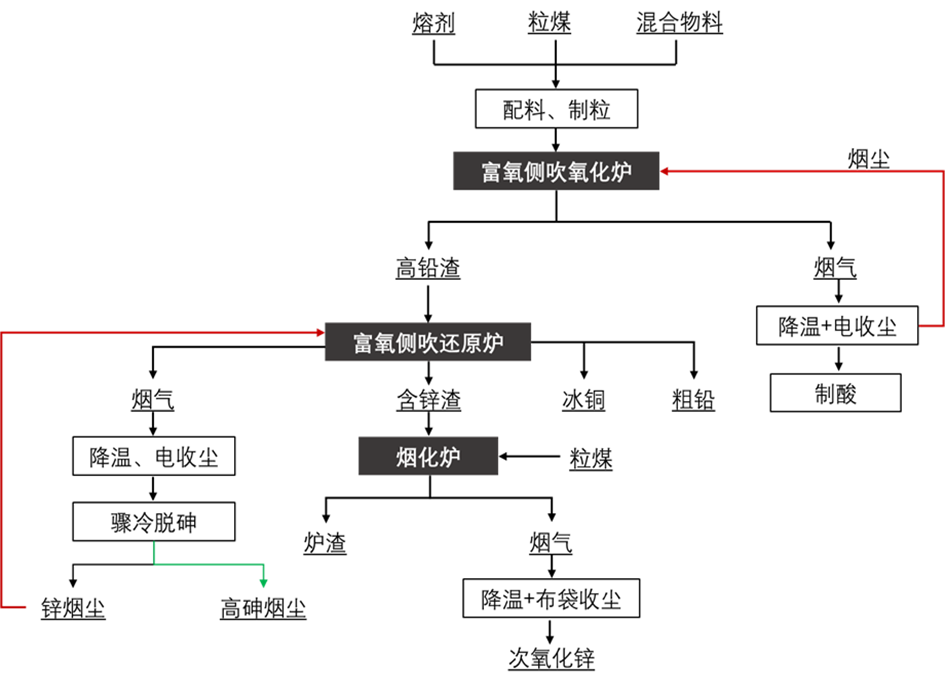
图1 多源重金属危废协同熔炼工艺流程图
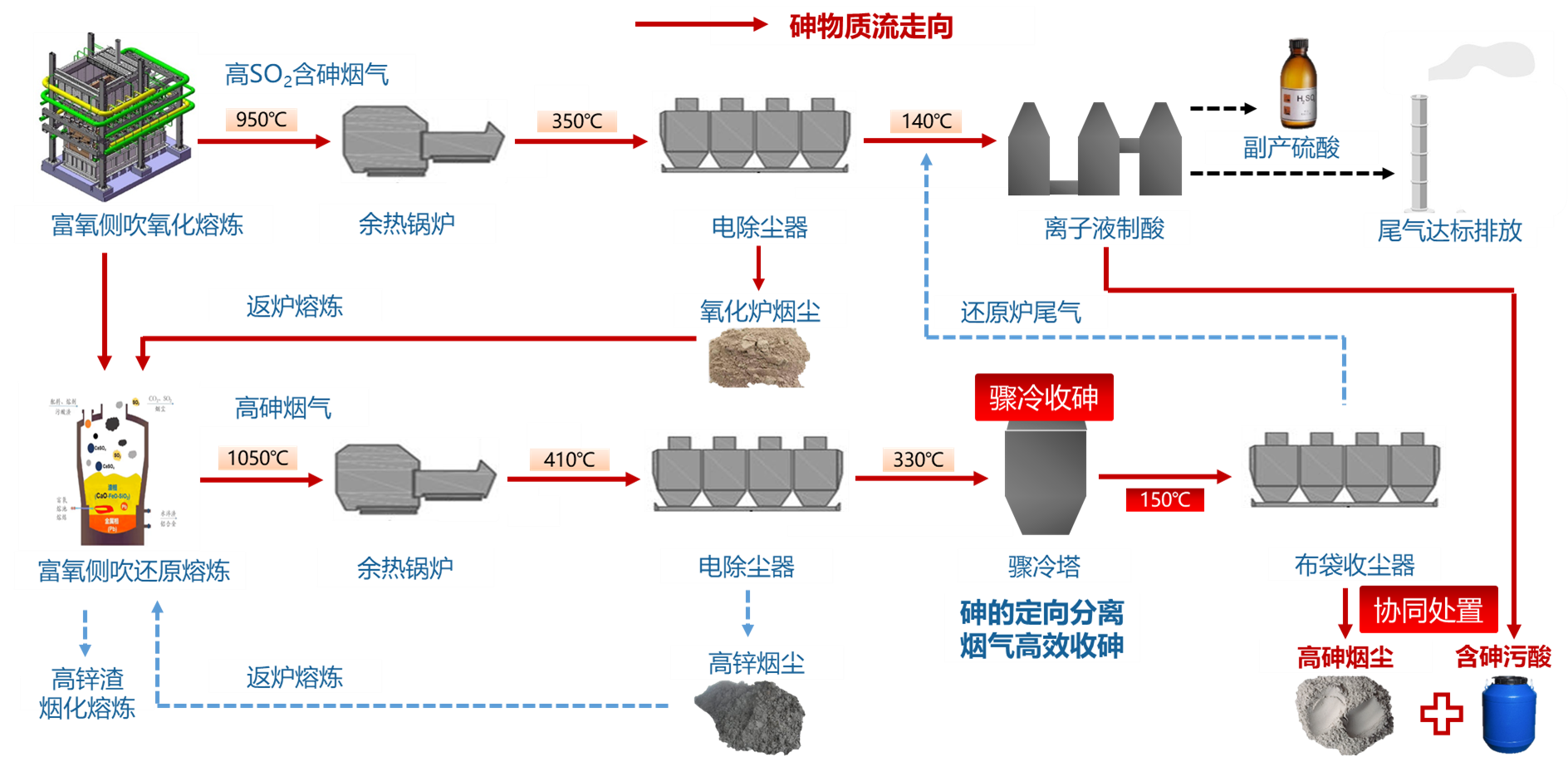
图2 砷资源化利用工艺流程图
针对多源危废种类多、成分复杂,稀贵金属回收难,烟尘率高、铅锌直收率低,砷高度分散、富集开路难等技术难点,多源重金属危废协同资源化关键技术的技术路线如图1和图2所示。
采用重金属危废与黄铁矿协同熔炼技术和富氧侧吹三联炉工艺,回收Pb、Bi、Cu、Sn、Sb、Zn、Au、Ag、In等有价元素,将As定向从还原炉烟气中开路,再利用污酸协同浸出制备高纯氧化砷。主要技术参数
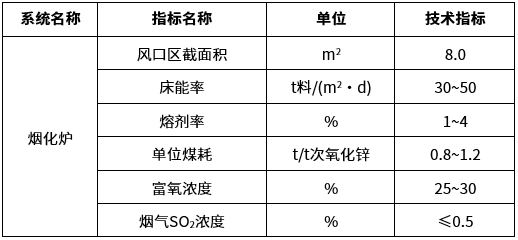
以腾驰环保年处理20万吨危险废物为例,主要工艺运行及控制参数如下:


经济指标
以腾驰环保年处理20万吨危险废物为例:项目总投资约221201.70万元,建成后达产年平均总成本费用为282400.80万元/a、销售收入(含税)347282.50万元/a、利税总额为64881.71万元/a,单位投资成本11060.08元/t、单位运行(污染物处理)成本14120.04元/t。应用本技术的项目具有较强的盈利能力,经济效益显著。工程示范及应用情况
(1)2022年6月,湖南省郴州市永兴县经济开发区柏林工业园,湖南腾驰环保科技有限公司年处理20万吨重金属危废项目,施工总承包,已稳定运行2年。(2)2022年8月,陕西省汉中市勉县镇川镇汉中锌业一区综合回收车间,汉中佳中友环保科技有限公司年处理20万吨重金属危废生产线技术升级改造项目,富氧侧吹熔炼系统装备供应,已稳定运行2年。
(3)2023年3月,贵州省铜仁市大龙经济开发区麻音塘,贵州重力科技环保股份有限公司年处理10万吨重金属危废项目,施工总承包,已稳定运行1年。
(4)2023年6月,梧州市龙圩区龙圩镇龙城西路168号,梧州华锡环保科技有限公司年处理10万吨重金属危废项目,施工总承包,已稳定运行1年。
(5)2024年3月,梧州进口再生资源加工园区置业十一路1号,广西锐异环境科技有限公司年处理25万吨重金属危废项目,施工总承包,已稳定运行4个月。
推广前景
重金属危废的污染物和资源属性突出,是重要的有色金属二次资源,采用多源重金属危废协同资源化关键技术处理重金属危废,不仅可以解决重大环境保护问题,而且可以回收大量的铅、铜、锑、锡、铋、金、银、铟等金属。目前我国重金属危废的年产生量大约在4000万吨,行业内推广后直接经济效益超过100亿元,能有效缓解环境保护压力和部分有色金属资源短缺的现状,推广应用前景十分美好。获奖情况
本技术授权中国专利10件,其中发明专利5件;制定地方标准1项、团体标准2项、企业标准1项;2023年7月经中国有色金属工业协会张文海院士专家组评定为居国际领先水平,获得2023年中国有色金属工业科学技术奖一等奖;入选2024年湖南省工业领域鼓励发展的绿色低碳先进适用技术、装备和产品目录,入选2024年湖南省环境保护先进技术。